
News Detail
Custom Welding Platform OEM Manufacturing Guide: From Design to Volume Production
author:hxrtools Time:2026-06-18 02:16:48 Click:120
Custom Welding Platform OEM Manufacturing Guide: From Design to Volume Production
Off-the-shelf welding platforms serve many applications, but specialized manufacturing often demands custom solutions. Whether you need unusual dimensions, integrated features, or specific material properties, custom OEM welding platforms require careful planning from initial concept through volume production. This guide walks through the entire process, highlighting critical decisions that determine project success.

Defining Dimensional Requirements
Start with the basics: what size workpiece are you welding, and what access does the welder need? A platform sized too small restricts access and creates safety hazards; too large wastes material and floor space. Smart designers add 300-500mm beyond maximum workpiece dimensions, providing room for clamps, fixtures, and welder positioning. Flatness tolerance selection drives cost significantly—a platform specified to 0.05mm/m costs substantially more than one at 0.2mm/m. Structural welding rarely needs better than 0.3mm/m, while precision assembly demands the tightest tolerances. Over-specifying wastes budget; under-specifying creates quality problems.
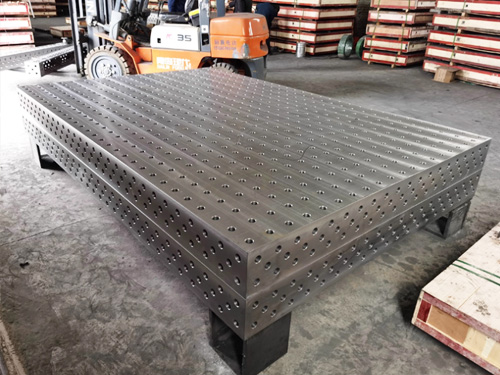
Hole patterns and slot configurations deserve early attention. The standard 50mm grid pattern for 3D flexible platforms balances flexibility with tooling compatibility, though some applications benefit from 100mm spacing or custom patterns. Discuss your fixturing philosophy with the manufacturer—they've seen what works across hundreds of installations. Load capacity calculations prevent expensive failures: dynamic loads from handling and clamping often exceed static workpiece weight, so a platform holding a 2-ton component needs to handle 5-10 ton dynamic loads safely. Reputable suppliers calculate these loads during quotation, but savvy buyers verify the math independently.
Material Selection and Grade Specifications
Cast iron remains the default choice, but grade selection matters. HT200 offers good machinability for light-duty applications; HT300 provides superior hardness and wear resistance for heavy production use. Alternative materials suit specific needs—granite surface plates for inspection stability, reinforced steel tables for impact loading, aluminum alloys where weight outweighs durability. Discuss your working environment and performance requirements frankly with potential suppliers.
Surface hardening affects both performance and cost. Flame or induction hardening creates surface hardness of HRC40-50, dramatically extending service life in high-wear applications. High-frequency quenching produces more uniform hardness with less distortion. These treatments add 15-25% to platform cost but can double or triple service life in demanding production environments—a worthwhile investment for high-volume fabrication shops.
Prototyping and Design Validation
Never proceed directly to volume production with a custom design. Build or purchase a prototype first. This might be a single platform built to final specifications, or a scaled-down version testing critical features. The prototype reveals design flaws, accessibility issues, and ergonomic problems that look fine on paper but fail in practice.
During prototype validation, pay special attention to fixturing. Mount your actual clamps, positioners, and workpieces. Verify that hole patterns align with your tooling and that clamping forces don't deflect the platform beyond acceptable limits. These tests prevent expensive rework after volume production begins.
Coordinate measurement validates critical dimensions. Use CMM or laser tracking to verify that the prototype meets print specifications. Document any deviations and determine whether they affect functionality. This measurement data becomes the quality baseline for production units.
Stress testing pushes the platform beyond normal operating conditions. Apply loads exceeding design limits, then measure permanent deformation. A well-designed platform returns to original geometry after load removal. Permanent set indicates insufficient thickness or poor ribbing design. Fix these issues during prototyping, not after delivering 50 production units.
Surface Treatment Options
Surface treatments protect your investment and improve performance. Phosphating creates a corrosion-resistant layer while providing textured surface that improves clamp grip—works well in workshops with occasional moisture exposure. Epoxy coatings prevent iron contamination for stainless steel and food-processing applications, though coating requires meticulous surface preparation to avoid adhesion failures. Oil impregnation creates a self-lubricating layer ideal for platforms handling precision components; the oil layer wipes away over time and needs periodic reapplication. Ground surface finishes achieve flatness tolerances impossible with milling alone, delivering mirror-like quality ideal for inspection applications or welding thin-gauge materials.
Working with Overseas Manufacturers
International sourcing offers cost advantages but introduces complexities—language barriers, time zone differences, and quality verification challenges. Successful partnerships start with thorough supplier evaluation. Factory audits, virtual or in-person, reveal manufacturing capabilities: video walkthroughs showing actual production tell the real story, while photos of equipment prove nothing.
Quality documentation becomes critical with distance. Require material certifications, inspection reports, and dimensional verification data with every shipment. Third-party inspection services verify quality at the factory before shipping—catching problems while still correctable. The cost of inspection is trivial compared to ocean freight for rejected goods.
Communication protocols prevent misunderstandings. Detailed engineering drawings with GD&T specifications leave no room for interpretation. Good suppliers ask clarifying questions rather than simply saying "no problem." Lead time planning accounts for ocean transit: custom platforms typically need 60-90 days production plus 30-45 days shipping. Rush orders rarely work well—quality suffers when manufacturers skip proper stress relief or inspection to meet unrealistic deadlines.
References
Harris, W. J., & Henthorne, M. (2014). Welding Planning and Management. Cambridge: Woodhead Publishing.
American Society of Mechanical Engineers. (2018). ASME Y14.5-2018: Dimensioning and Tolerancing. New York: ASME.
International Organization for Standardization. (2012). ISO 9001: Quality Management Systems - Requirements. Geneva: ISO.
Davis, J. R. (2003). Cast Irons: ASM Specialty Handbook. Materials Park: ASM International.
 HOT PRODUCTS
HOT PRODUCTS




 CONTACT US
CONTACT US
—— E-mail:project@haoranmj.com
—— Whatsapp:+86 18932785670
—— Tel:+86 18932785670
—— Add:Across from Sanjing Distillery on Road 4, Botou Economic Development Zone, Cangzhou City, Hebei Province