
News Detail
Precision Welding Platform Manufacturing Quality Control: From Casting to Final Inspection
author:hxrtools Time:2026-06-27 08:13:03 Click:114
Precision Welding Platform Manufacturing Quality Control: From Casting to Final Inspection
Manufacturing precision welding platforms demands rigorous quality control at every production stage. From the initial molten iron pour to final coordinate measurement verification, each step determines whether a platform meets the tight tolerances required for aerospace, automotive, and shipbuilding applications. Understanding these processes helps buyers evaluate suppliers and make informed purchasing decisions.

Casting Process and Material Selection
Quality begins with the casting. Most professional welding platforms use gray cast iron grades HT200 through HT300, selected for their excellent vibration damping and thermal stability. The casting process starts in the foundry, where cupola furnaces—typically 8-ton or 10-ton capacity—melt the iron at temperatures exceeding 1,400°C.
A reliable manufacturer maintains strict control over the molten iron composition. Carbon content, silicon levels, and trace elements directly affect the final material properties. Foundries producing 5,000+ tons of castings annually have the volume to justify spectrographic analysis equipment, verifying chemistry before each pour.
After pouring, castings require controlled cooling to prevent internal stresses that cause warping. Rush cooling creates microscopic cracks and uneven hardness distribution. Professional workshops allow gradual cooling in sand beds, sometimes taking several days depending on section thickness. This patience pays off in dimensional stability later.
Heat Treatment and Stress Relief
Raw castings emerge from the mold carrying internal stresses from cooling. Without proper stress relief, a welding platform will warp over time, destroying flatness accuracy. The heat treatment process involves heating the casting to 500-600°C, holding for several hours, then slowly cooling to room temperature.
This annealing cycle relaxes the molecular structure and ensures dimensional stability. Some suppliers skip or rush this step to reduce lead time, risking long-term accuracy problems for the end user. When evaluating a supplier, ask about their heat treatment cycles and whether they maintain records for each batch.
Surface hardening represents another critical treatment stage. High-frequency quenching equipment—often imported from specialized manufacturers—can harden the working surface to HB170-210 while maintaining a tough, ductile core. This combination resists indentation from clamps and fixtures while absorbing impact without cracking.
Machining and Dimensional Accuracy
Precision machining transforms the stress-relieved casting into a finished welding platform. Modern factories employ 40 or more CNC machines to maintain consistent accuracy across production runs. These machines must themselves be calibrated regularly, typically using laser interferometer systems that verify positioning accuracy to micron levels.
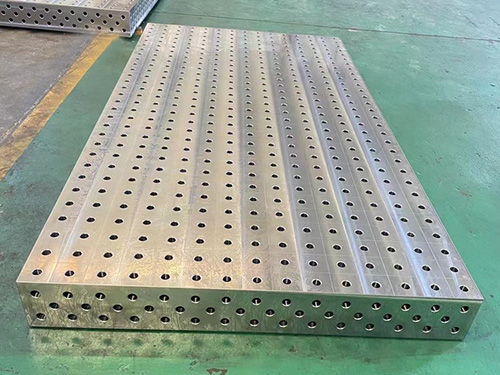
For 3D flexible welding platforms, the grid hole pattern demands particular attention. Standard configurations use 50mm or 100mm spacing with tight positional tolerances. Drilling these holes requires not just accurate positioning, but also proper hole diameter control and perpendicularity. A hole drilled 0.1mm off-center may seem trivial, but across a large platform, accumulated errors compromise fixture alignment.
Cast iron welding tables with T-slots or T-grooves require precise machining to maintain slot width consistency and positional accuracy. The slot geometry must accommodate standard clamping systems while maintaining structural integrity of the table surface. Slots that vary in width cause fixture instability and compromise welding accuracy.
Metrology and CMM Verification
Final inspection separates professional suppliers from the rest. Coordinate Measuring Machines (CMM) provide the gold standard for verifying dimensional accuracy. High-end installations use Swedish-designed 3D coordinate detectors capable of measuring with ±0.005mm accuracy across large volumes.
A thorough inspection protocol checks flatness across the entire working surface, typically requiring 0.05mm per meter or better for precision applications. The CMM probes measure dozens or hundreds of points across the surface, generating a topographic map showing high and low spots. This data proves to customers that the platform meets specified tolerances.
Surface scanning adds another verification layer. Blue-light scanners—often sourced from European manufacturers—create detailed 3D models of the finished platform. These scans detect surface defects, measure hole position accuracy, and verify that complex geometries match CAD specifications. The resulting inspection report becomes part of the supply documentation.
How Buyers Can Verify Quality Before Purchase
Smart buyers don't rely solely on supplier claims. Requesting material certifications should be your first step. Mill test reports document the chemical composition and mechanical properties of the cast iron, confirming it meets HT200-HT300 grade requirements.
Ask to see sample inspection reports from recent production. A transparent manufacturer willingly shares CMM measurement data, surface hardness readings, and flatness test results. Vague answers or refusal to provide documentation signals potential quality issues.
Factory audits—either in-person or via live video—reveal much about quality culture. Look for climate-controlled inspection areas, properly maintained CNC equipment, and organized workflow. A workshop where casting, machining, and inspection happen in controlled sequences indicates systematic quality management.
Finally, discuss industry standards compliance. Platforms intended for aerospace or automotive applications often require adherence to DIN or ISO standards for dimensional tolerances and material properties. Suppliers familiar with these standards understand the documentation and traceability requirements that regulated industries demand.
References
American Welding Society. (2018). AWS D1.1/D1.1M: Structural Welding Code - Steel. Miami: AWS.
International Organization for Standardization. (2016). ISO 8512-1: Surface Plates - Part 1: Cast Iron Surface Plates. Geneva: ISO.
Degarmo, E. P., Black, J. T., & Kohser, R. A. (2017). Materials and Processes in Manufacturing (12th ed.). Hoboken: Wiley.
German Institute for Standardization. (2013). DIN 876: Surface Plates - Permissible Deviations and Testing. Berlin: DIN.
 HOT PRODUCTS
HOT PRODUCTS




 CONTACT US
CONTACT US
—— E-mail:project@haoranmj.com
—— Whatsapp:+86 18932785670
—— Tel:+86 18932785670
—— Add:Across from Sanjing Distillery on Road 4, Botou Economic Development Zone, Cangzhou City, Hebei Province